1.定義と核心原理

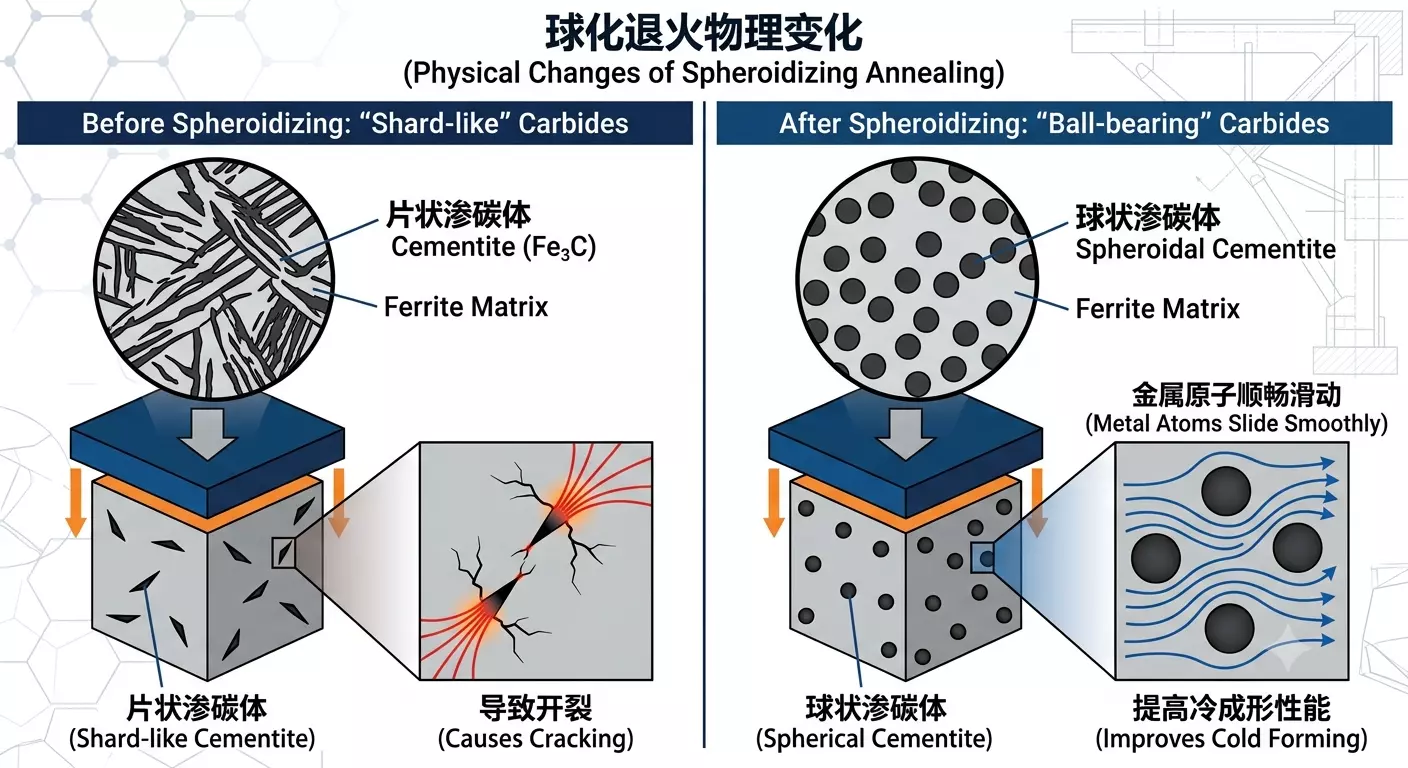
球状化焼鈍 (spheroイディッシュAnnealing) は熱処理技術で、主に中炭素鋼、高炭素鋼、ホウ素鋼、合金鋼および一部の冷間成形性能に対する要求が高い低炭素鋼に用いられる。その目的は、鋼材内部がもともと「シート状」または「メッシュ状」であるセメンタイト (Fe ₃ C) を、長時間の加熱と徐冷により、分散分布の球状粒子に転換する。
物理的変化: 想像してみてください。シート状のセメンタイトは割れたガラスのようで、金属の基体を突き破って割れやすいです。球状のセメンタイトはベアリングの中のボールのようです。金属原子はこれらの「ボール」の周りをスムーズに滑ることができる。
2.なぜ冷間圧延は球状材料を使用しなければならないのですか?
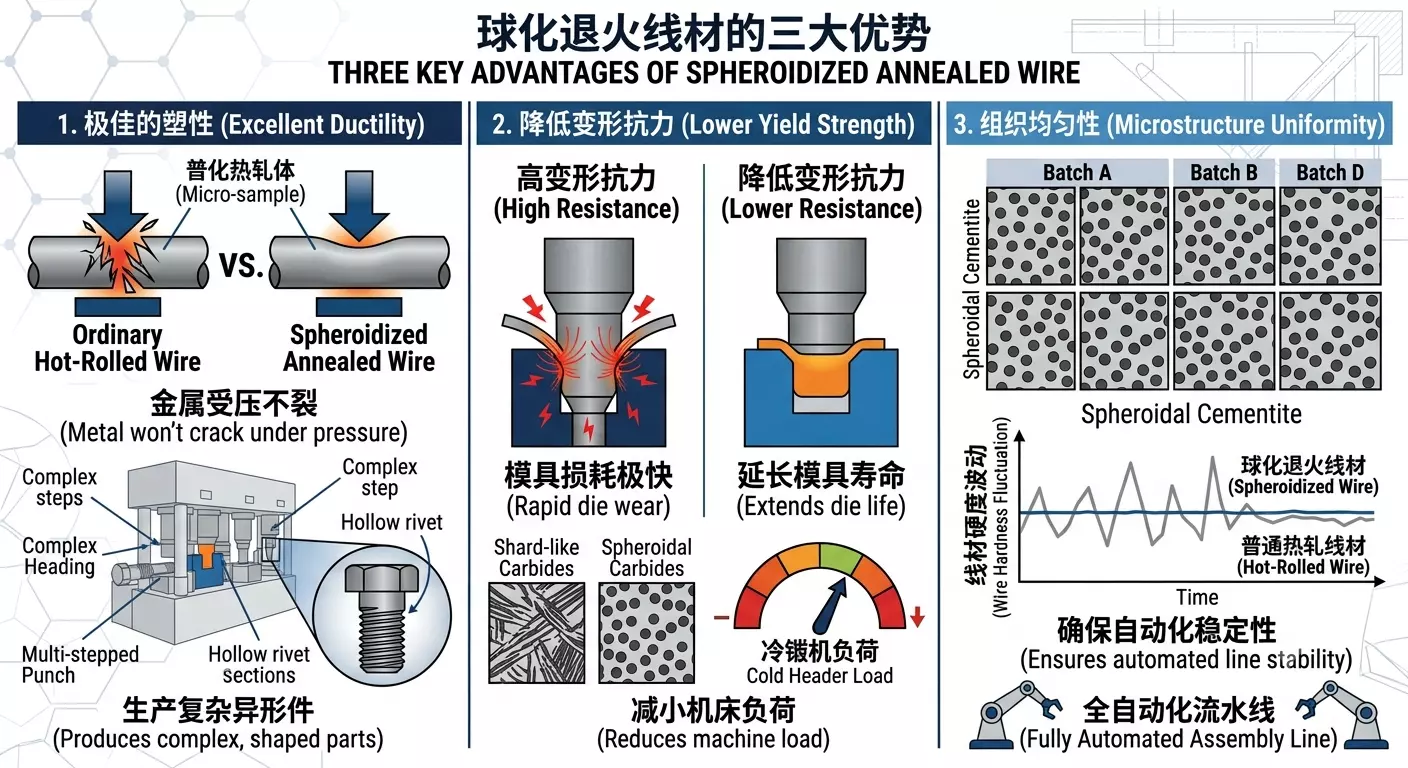
普通の盤元 (熱間圧延状態) は硬度が高く脆く、直接冷間圧延は金型の損失が極めて速く、部品が直接破裂する。球状焼鈍線材は以下の三つの利点がある
・優れた塑性 (Excellent Ductility): 金属は大きな圧力を受けたとき、マイクロクラックを発生させずに激しい変形を起こすことができる。これは中空リベット、階段ボルトなどの複雑な異形品を生産する上で重要である。
・変形抵抗力を下げる (low er Yield strdown): 冷間圧延機と金型の負荷を減らし、高価な金型の寿命を著しく延ばした。
組織均一性: ロットごとの線材硬度変動が極めて小さく、全自動化ライン生産の安定性を保証した。
3.生産プロセスフロー
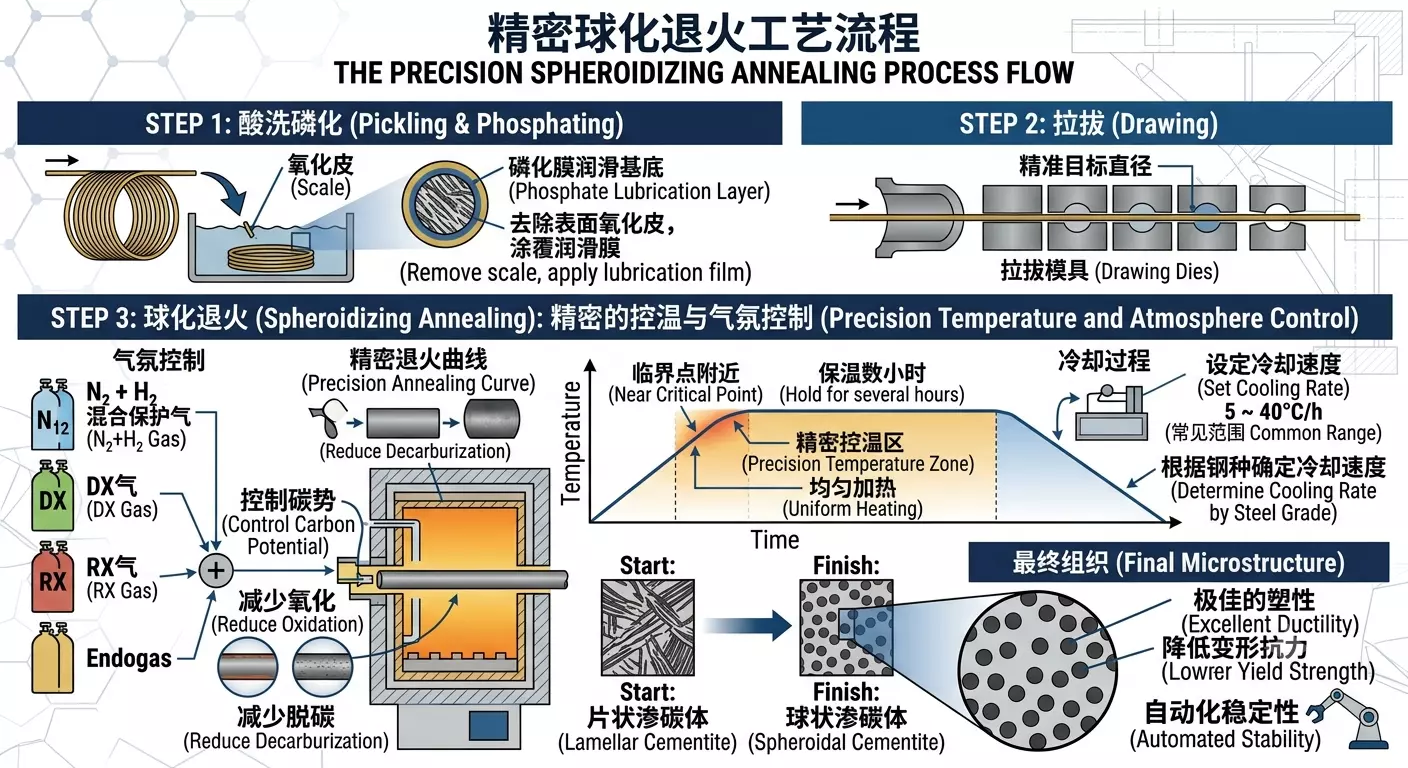
球状化焼鈍は単純な「焼き火」ではなく、極めて精密な温度制御過程である
1.酸洗リン酸塩化成 (Pickling & 165hating): 表面の酸化皮を除去し、潤滑基材としてリン酸塩化成膜を塗布する。
2.引き抜き: 線材を正確な目標直径まで細く引っ張る。
球状化焼鈍 (spherdiizing Annealing): 雰囲気を保護する炉(通常はN _ H _ 混合保護ガス、DXガス、RXガスまたはendgasで雰囲気を保護します。炭素ポテンシャルを制御することで酸化と脱炭を減らす。) を参照してください中、臨界点付近まで加熱し、数時間保温し、一定の速度で冷却する。冷却速度は鋼種と目標組織によって決めなければならず、よく見られる範囲は約5 ~ 40 ℃/hである。
冷間据え込み線材によく見られるプロセスは製品の等級と客先の要求に基づいて決めなければならない。
RA:PC-RA
SA:PC-SA
RAIP:PC-RA-PC-D
(S)AIP:PC-SA-PC-D
SAF:PC-D-SA-PC
SAIP:PC-D-SA-PC-D
PASAF:PC-LA-PC-D-SA-PC
PASAIP:PC-LA-PC-D-SA-PC-D
PSASAIP:PC-SA-PC-D-SA-PC-D
その中:
PC = 酸洗リン酸塩化成
LA = 低温焼鈍
RA = 通常焼鈍
SA = 球状焼鈍
D = 引き抜き
HD = ストレート
AIP = プロセス焼きなまし

4.品質評価基準
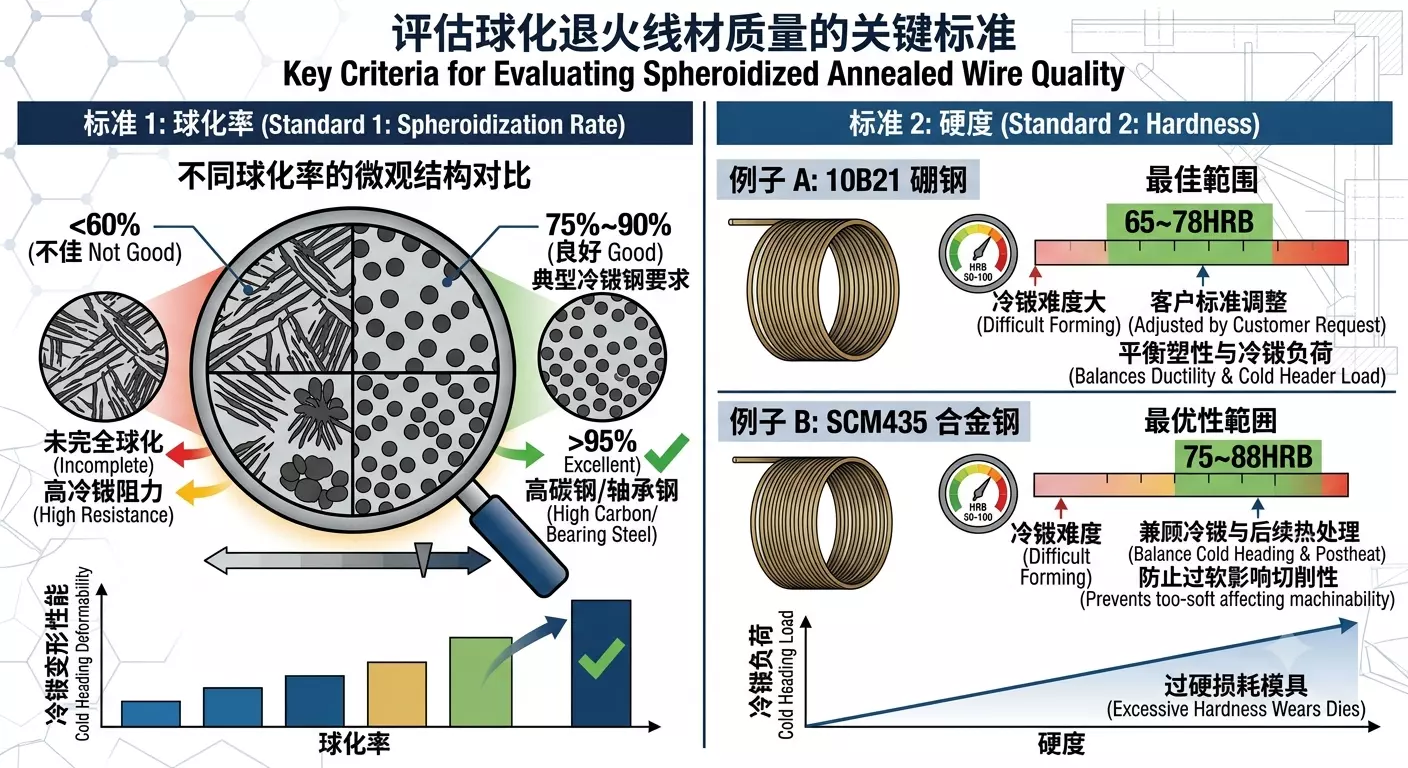
一皿のボール化焼鈍線材が良いかどうかを判断する基準は通常二つある
球状化率 (spheroイディオレート): 球状化率の要求は鋼種と最終用途によって決めなければならない。一般的な冷間鋼は約60% ~ 90% が要求され、高炭素鋼と軸受鋼は通常、より高いレベルの球状化組織が要求される。
硬度 (ハードネス): 例えば、10B21球状化後の硬度は通常65 ~ 78HRBの範囲に抑えられ、具体的には冷間圧延の難易度と客先の要求に応じて調整される。SCM435球状化後の硬度は通常75 ~ 88HRBの範囲に抑えて、冷間圧延性能と後続熱処理要求を両立する。